.png)
Selecting High-Performance Core Materials for Cleanroom Panels
Facility design in high-stakes industries requires exact engineering. When planning controlled environments, the selection of core materials for your modular panels dictates the facility’s structural integrity, thermal efficiency, and safety. A leading modular cleanroom panel manufacturer must provide specialized core options to meet rigorous regulatory and operational demands.
At Moddulx, we custom-manufacture modular wall systems tailored to the exact specifications of your critical environments. This guide breaks down the material science and engineering benefits behind three primary core types to help you make informed specification decisions.
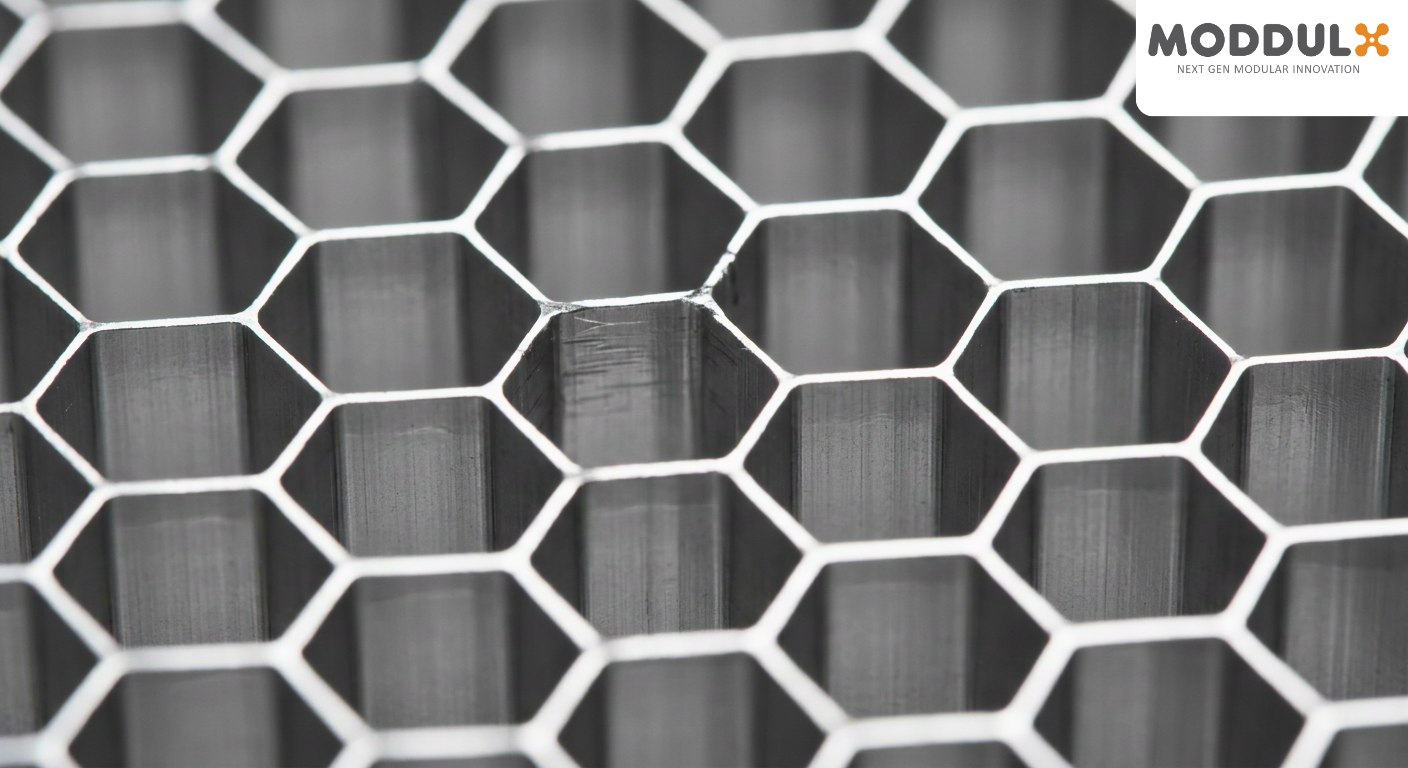
Aluminum Honeycomb Core: Precision and Strength
When designing micro-environments sensitive to particulate contamination and structural deflection, aluminum honeycomb cleanroom panels offer unmatched precision.
Exceptional Strength-to-Weight Ratio
The hexagonal cellular structure of an aluminum honeycomb core provides an exceptional strength-to-weight ratio. This makes the panels incredibly rigid while remaining lightweight enough for rapid installation. Aluminum is strictly non-hygroscopic, meaning it resists moisture absorption entirely. Furthermore, the metallic core guarantees zero outgassing, ensuring that no volatile organic compounds (VOCs) compromise the controlled environment.
Non-Hygroscopic and Zero Outgassing Features
These characteristics make aluminum honeycomb standard for Semiconductor FAB modular walls. They are also highly specified for microelectronics manufacturing and aerospace cleanrooms where load-bearing capacity and absolute cleanliness are non-negotiable.
Rockwool Core: Safety and Acoustics
Facilities handling volatile materials or heavy industrial machinery must prioritize fire protection and sound attenuation. Mineral wool, or Rockwool, serves as the premier core for these heavy-duty applications.
Certified Fire-Resistance and Thermal Stability
Rockwool panels excel in life-safety metrics. They deliver exceptional thermal stability and provide certified 1-hour to 2-hour fire-resistance ratings under UL and FM Global standards. Fire-rated modular wall systems built with Rockwool prevent flame spread and maintain structural integrity during thermal events. Additionally, the dense, fibrous composition yields high sound transmission class (STC) ratings, effectively dampening severe industrial noise.
Critical for EV Battery and Pharmaceutical Labs
Because of its stringent fire ratings and thermal stability, Rockwool is highly recommended for EV battery facility construction, specifically within ultra-low humidity dry rooms. It is equally critical for pharmaceutical laboratories handling combustible solvents and industrial machine enclosures requiring acoustic isolation.

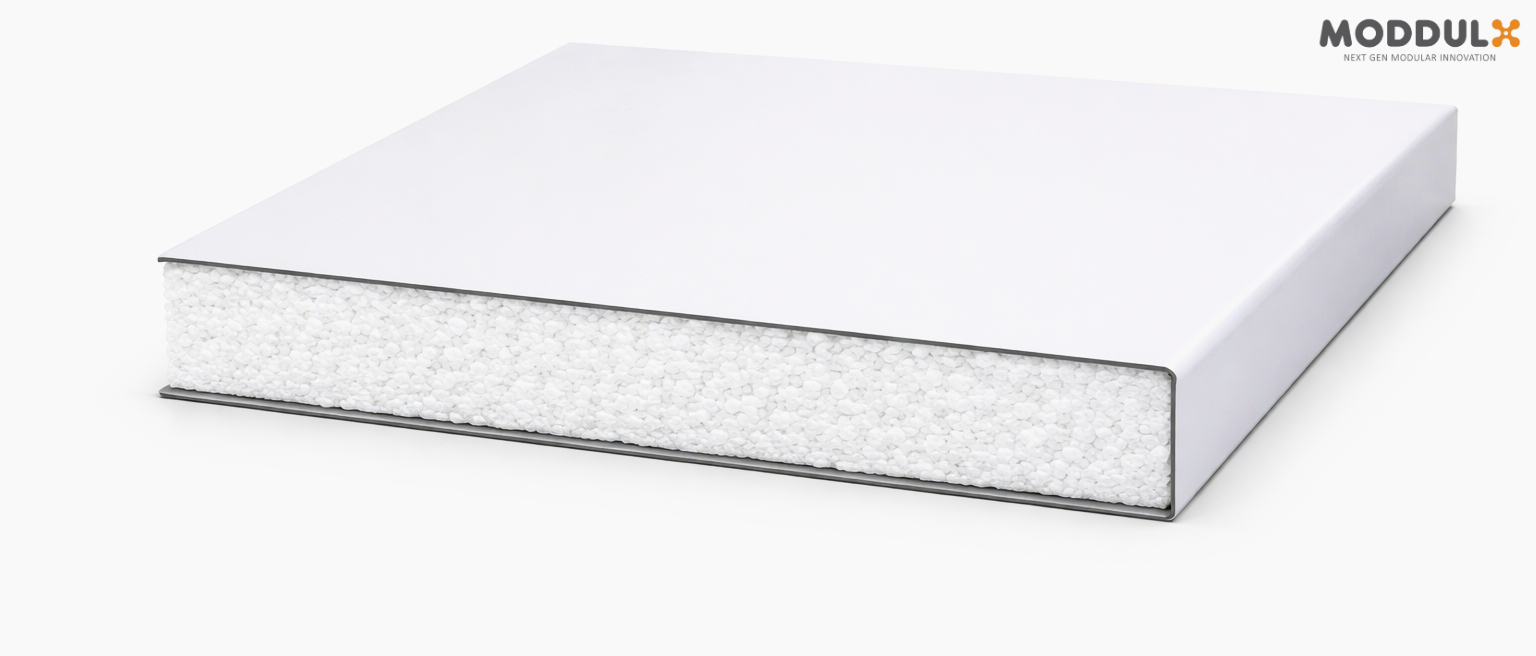
EPS Core: Thermal Efficiency
Temperature-controlled environments rely on heavy-duty insulation to maintain strict climatic parameters while managing long-term energy costs. Expanded Polystyrene (EPS) offers an optimal balance of insulation and structural utility.
High R-Values for Maximum Thermal Resistance
EPS insulated wall panels deliver superior R-values for maximum thermal resistance. The closed-cell structure of the polystyrene foam creates a highly effective moisture barrier, preventing condensation build-up inside the panel walls. EPS is also lightweight, easily machinable, and offers highly cost-effective scalability for massive facility footprints.
Scalability for Cold Storage and Food Processing
High R-value modular insulation is critical for the cold storage industry. EPS panels are standard components in food and beverage processing facilities, blast freezers, and large-scale pharmaceutical warehousing where continuous temperature regulation is mandatory.
The Moddulx Manufacturing Advantage
The core material is only one part of a high-performance modular system. As a premier modular cleanroom panel manufacturer, we engineer our systems to function as seamless, cohesive units.
We integrate diverse exterior skins, including pre-coated galvanized iron (PCGI), stainless steel, and unplasticized polyvinyl chloride (uPVC), securely bonded to the core. This customized skin compatibility ensures excellent chemical resistance and durability.
Furthermore, our panels utilize airtight cleanroom joints. The precision-engineered airtight tongue-and-groove joining systems prevent micro-leaks, ensuring stable pressurization for strict ISO 14644 compliance. We also incorporate integrated utility raceways directly into the panel architecture, allowing flush-mounted electrical and gas lines without compromising the wall's structural or hygienic integrity. Explore our full capabilities at Moddulx Solutions.
The Moddulx Manufacturing Advantage
Specifying the correct core material depends entirely on your specific regulatory standards, thermal requirements, and environmental parameters. To aid your engineering and procurement teams, review the technical comparison below:
Selecting between aluminum honeycomb, Rockwool, or EPS dictates the success of your facility's operational lifecycle. Our engineering team is ready to analyze your blueprints and recommend the exact material stack for your next project.
Ready to finalize your facility specifications? Contact Moddulx to consult with our engineering experts and secure custom manufacturing specifications for your modular panel systems.
Frequently Asked Questions (FAQ)
What is ISO 14644 compliance and why is it important?
ISO 14644 sets the international standard for air cleanliness in cleanrooms and controlled environments. Compliance ensures that particulate contamination is kept within strict limits, which is critical for semiconductor, pharmaceutical, and advanced manufacturing applications.
How do I choose between aluminum honeycomb, Rockwool, and EPS cores?
Selection depends on your facility’s operational requirements:
- Use aluminum honeycomb strength-to-weight and low outgassing in high-tech and microelectronics projects.
- Choose Rockwool for fire resistance and acoustic performance, often required in EV battery and pharmaceutical facilities.
- Opt for EPS when superior thermal insulation and moisture resistance are prioritized, such as in cold storage construction.
Are Moddulx modular panels customizable for different applications?
Yes. Moddulx offers a range of core materials, exterior finishes (PCGI, stainless, uPVC), and integrated features—including airtight cleanroom joints and utility raceways—to meet specific regulatory, functional, and environmental requirements.
What are the advantages of using airtight tongue-and-groove joint systems?
Airtight tongue-and-groove systems ensure a secure, leak-resistant fit between panels, preserving cleanroom pressurization, temperature stability, and energy efficiency. This is essential for maintaining ISO 14644 compliance.
Can I get technical guidance on specifying wall systems for my project?
Absolutely. Moddulx’s engineering experts are available for consultation to help evaluate your requirements and provide tailored recommendations for core selection, finish, and feature integration.